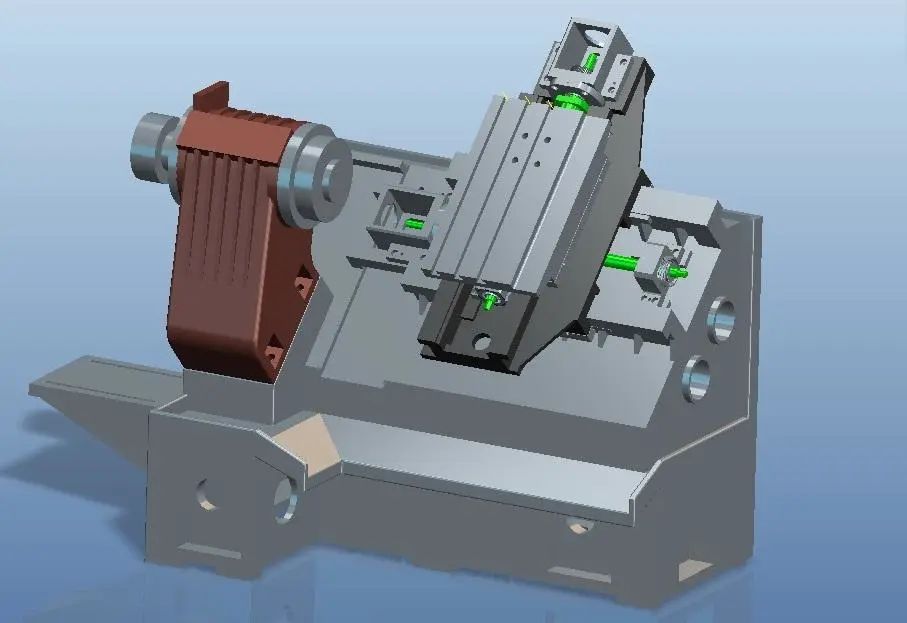
機床布局對比
平床身數控車床的兩根導軌所在平麵與地(dì)平麵(miàn)平(píng)行。斜床身(shēn)數控車床的兩根導軌所在平麵則與地平麵相交,成一個斜麵,角度有30°,45°,60°,75°之分。從機床側麵看,平床身數控車床的床身呈四方形,斜床(chuáng)身數控車床的床身呈(chéng)直角三角形。很明顯,在相同導軌寬度(dù)的情況下,斜床身的X向拖板比平(píng)床身的要長,應用在車床的實際意義是可以安(ān)排更多的(de)刀位數。
切削剛性(xìng)對比
斜床身數控車床的(de)截麵積要比同規格平床身的大,即抗(kàng)彎曲和抗扭能力更強。斜床身數控車床的刀具是在工件的斜(xié)上方往下進行切削,切(qiē)削力與工(gōng)件的重力方向基本一致(zhì),所以主(zhǔ)軸運轉相對平(píng)穩,不易引起切削振動,而平床身數控車床在切削時,刀具與(yǔ)工件產生的切(qiē)削力與工件重力(lì)成90°,容易引起振動
加工精度對比
數控車床的(de)傳動絲杆是高精度的滾珠絲杆,絲杆與螺母之間的傳動間隙很小,但(dàn)也不(bú)是說沒有間隙,而隻要有間(jiān)隙,當(dāng)絲杆向著一個方向運動後再反向傳動時,難免會(huì)產生反(fǎn)向間隙,有反向間隙就會影響數控車床的重複定位精度,從而影(yǐng)響加工精度。
斜床身數控車床的布局直接可以影響X方向滾珠絲杆的間隙,重力直接作(zuò)用於絲杆的(de)軸向,使傳動時的(de)反向間隙幾乎為零。平床身數控車(chē)床的X方向絲杆不受軸向重力影響,間隙無法直接(jiē)消除。這就是設(shè)計給斜床身數控車床帶來的先天精度優勢。
排屑能力對比
由於重力的關(guān)係斜床身數控車(chē)床不易產生纏繞(rào)刀具,利於排屑;同時配合中置絲杆和導軌防護鈑金,可以避免切屑在絲杆和導軌上堆(duī)積。斜(xié)床身數控車床一般都(dōu)配(pèi)置自動排(pái)屑機,可以(yǐ)自動清除(chú)切(qiē)屑,增加工(gōng)人的有效(xiào)工作時間。平床身的結構很難加設自動排屑(xiè)機。
自(zì)動生產化對比
機床刀位數的增加,自動(dòng)排屑機的配置,實際上(shàng)都是為自動化生產打基礎。一人值(zhí)守多(duō)台機床(chuáng),一直是機床發展的方向(xiàng)。斜床身數控車床再增設銑削(xuē)動力頭、自動送料機床(chuáng)或者機(jī)械手,自(zì)動上料,一次(cì)裝夾完成所有的切屑工序,自動下料,自動排屑(xiè),就成了工(gōng)作效(xiào)率ji高的自動數控車床。平床身數控車床的結構在自動化生產方麵處於劣勢。雖然斜床身數控車床全mian比平床身(shēn)數控車床先進,不過市(shì)場占有(yǒu)率卻遠遠落後。平床身數控車床容易生產等優點占據著數(shù)控車床90%以上的市場份額。
陽精密鑄業股份有限公司(sī)")









精密鑄業股份有限公司")